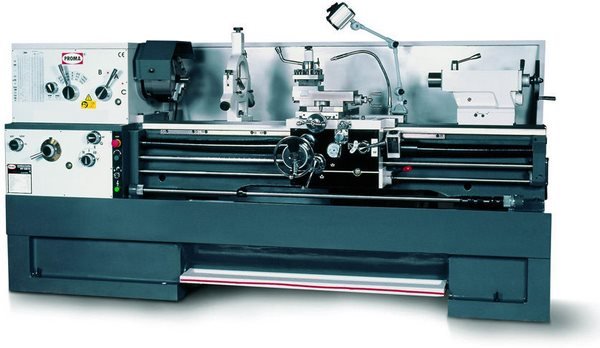
Основные узлы и детали оборудования
1. Основание
2. Коробка подач
3. Шпиндельная бабка
4. Зажимной патрон
5. Неподвижный люнет
6. Резцедержатель
7. Верхние салазки суппорта
8. Лампа местного освещения
9. Патрубок системы подачи СОЖ
10. Каретка суппорта
11. Задняя бабка
12. Кожух ходового винта
13. Ходовой вал
14. Станина
15. Фартук
16. Педаль ножного тормоза
17. Электрический блок управления
Станок состоит из:
Основания 1. К основанию крепится станина 14 с направляющими каретки суппорта 10 и задней бабки 11. При необходимости обработки деталей большого диаметра можно снять съемную часть станины (мостик).
Суппорт состоит из: каретки 10, поперечных салазок, перемещающихся по направляющим каретки; поворотной части с направляющими для верхних салазок 7, несущих резцедержатель 6. Каретка суппорта и поперечные салазки перемещается вручную или механически. Верхние салазки перемещаются вручную.
На левом конце станины крепится шпиндельная бабка 3 и коробка подач 2. В шпиндельной бабке находится коробка скоростей станка, основной частью которой является шпиндель. На шпинделе установлен зажимной патрон 4. Коробка подач 2 служит для передачи движения от коробки скоростей на ходовой вал или ходовой винт. На корпусе коробки подач установлен электрический блок управления 17.
Фартук крепится к каретке. Служит для передачи движения на суппорт. В фартуке предусмотрена блокировка, исключающая одновременное включение перемещения каретки и поперечных салазок.
Ходовой винт и ходовой вал монтируются с лицевой части станины станка и с концов поддерживаются при помощи опор. Служат для передачи движения от коробки подач к фартуку.
На станине установлена задняя бабка 11, которая перемещается по направляющим вручную. По необходимости можно установить подвижный люнет на каретку суппорта или неподвижный люнет на станину.
Слева в основании установлен электродвигатель. Справа в основании установлена гидростанция системы подачи СОЖ.
Дополнительная информация
Установка величины подачи и шага резьбы.
Установка величин подачи осуществляется рукоятками (1, 2, 4) в соответствии со значениями, указанными в правой части таблицы. Таблица расположена слева на передней части шпиндельной бабки. Рукоятка 3 включена в положении ^^^^. Пример: Для установки подачи равной 0,040 мм/об. рукоятку 1 нужно поставить в положение IN, рукоятку 2 в положение 1, рукоятку 4 в положение III, рукоятка 4 в положении ^^^^. В таблице даны значения величин продольных подач. Величина поперечной подачи составляет 0,4 продольной.
Установка величин нарезания резьбы осуществляется рукоятками 1, 2, 3, 4 в соответствии со значениями, указанными в левой части таблицы. Таблица расположена слева на передней части шпиндельной бабки. Рукояткой 1 происходит выбор типа резьбы: IN- дюймовая, DP-питчевая резьба, MM- метрическая, MP-модульная резьба. Рукоятками 2,3,4 выбор величины резьбы. Пример: Для нарезания метрической резьбы с шагом 1,75мм рукоятку 1 нужно поставить в положение ММ, рукоятку 2 в положение 4, рукоятку 3 в положение F, рукоятку 4 в положение II.